Milch- und Molkereiindustrie

Bewahren Sie die Stabilität von Milchprodukten mit unseren hoch hygienischen Pumpen.
Die Milchindustrie ist ein Eckpfeiler der Lebensmittelbranche und umfasst Produkte wie Milch, Joghurt, Butter und Käse, sowohl fadenbildend als auch cremig. Die schonende Handhabung dieser Produkte ist entscheidend, um ihre organoleptischen Eigenschaften, Qualität und Integrität zu erhalten. Zum Beispiel erfordert die Joghurtproduktion mit Fruchtstückchen oder Müsli eine sanfte Pumpenführung, um die festen Bestandteile nicht zu beschädigen und die Struktur des Produkts intakt zu lassen. Ebenso erfordert die Käseverarbeitung einen pulsationsfreien Transfer mit geringem Schneidaufwand, um eine konstante Produktqualität zu gewährleisten.
Außerdem ist es aufgrund der in den meisten Milchprodukten enthaltenen Enzyme und probiotischen Bakterien unerlässlich, Maschinen mit hohen Hygienestandards zu verwenden, die leicht zu desinfizieren sind, um Kontaminationen zu vermeiden. Unsere Monoventilpumpen erfüllen diese Anforderungen perfekt und gewährleisten einen effizienten und hygienischen Transport von Flüssigkeiten in allen Produktionsphasen.
Nova Rotors Pumpen für die Milchindustrie

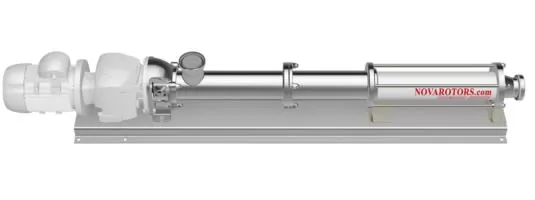
XO DIAMOND SERIES
Hygienische Open-Joint-Pumpe aus Edelstahl, frei von Totzonen und Stagnationspunkten. Ideal für das Pumpen von halbdichten Produkten und empfindlichen Flüssigkeiten.

HXO DIAMOND SERIES
Hopper-Version mit hygienischem Open-Joint aus Edelstahl, perfekt für den Transfer von Produkten, die feste Stücke enthalten oder eine hohe Viskosität aufweisen.

HXC DIAMOND SERIES
Hopper-Version mit kompaktem Joint mit Gummimanschette und Welle aus Edelstahl, perfekt für den Transfer von Produkten, die feste Stücke enthalten oder eine hohe Viskosität aufweisen.

XC DIAMOND SERIES
Pumpe mit Standard-Diamond-Kupplung, entwickelt für die präzise Dosierung von Additiven, Enzymen und Lösungen, die in Misch- und Fermentationsprozessen verwendet werden.
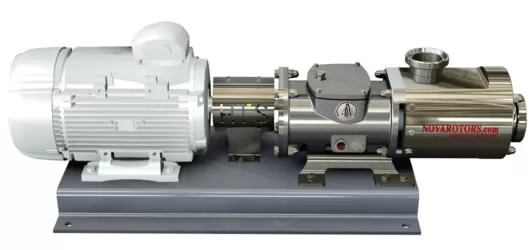
HTS Twin-Screw Pumpe für die Molkereiindustrie
Die HTS Twin-Screw Pumpe ist ideal für die Molkereiindustrie und sorgt für einen schonenden und effizienten Transfer von:
Milch und Milchprodukten, Weichkäse und cremigen Produkten, Joghurt mit Fruchtstücken – unter Wahrung der Produktintegrität, Molke und Molkereinebenprodukten.
Entwickelt für Hygiene und Konformität mit den FDA- und EHEDG-Richtlinien, zertifiziert nach den 3-A Sanitary Standards, gewährleistet sie eine hohe Leistung mit minimaler Produktbelastung.
Hauptanwendungen
1. Butterförderung
- Die XO-Pumpe mit hygienischer Kupplung gewährleistet den schonenden Transport von Butter bis zur Portioniermaschine und zur Verpackung und sorgt dabei für einen konstanten, pulsationsfreien Förderstrom.
2. Joghurtherstellung mit Fruchtstücken
- Die X-Pumpe ermöglicht die Förderung von Joghurt mit Frucht- oder Getreidestücken, ohne deren Struktur zu beschädigen, und erhält die organoleptischen Eigenschaften des Produkts.
3. Förderung von Milch und ziehfähigen Käsesorten
- Die X-Pumpe ist ideal für den Transport von Milch sowie von cremigen oder ziehfähigen Käsesorten, da die schonende Förderung die Produktbelastung auf ein Minimum reduziert.
4. Dosierung von Zusatzstoffen und Enzymen
- Die XC-Pumpe wird für die präzise Dosierung von Enzymen und Zusatzstoffen während der Vorbereitungs- und Verarbeitungsphasen von Milch und Käse eingesetzt.
5. Förderung von trinkfertigen Säften
- Die XO-Pumpe aus Edelstahl mit offenem, reinigungsfähigem Gelenk ist ideal für den Transfer von trinkfertigen Säften oder anderen empfindlichen Flüssigkeiten und gewährleistet höchste Hygienestandards.
Stärken
Wir verfügen über langjährige Erfahrung im Lebensmittelbereich und bieten maßgeschneiderte Lösungen für das Pumpen von Milch- und Molkereiprodukten. Dank einer Pumpenpalette, die auf Hygiene, Zuverlässigkeit und hohe Leistungsfähigkeit ausgelegt ist, sind wir in der Lage, auch die spezifischsten Anforderungen moderner Produktionslinien zu erfüllen.
Zu den Stärken der Nova-Rotors-Pumpen zählen:
- Schonende Förderung von viskosen, pastösen oder feststoffhaltigen Produkten wie Joghurt mit Fruchtstücken und Frischkäse.
- Fortschrittliches Hygienedesign gemäß FDA-Vorschriften und der MOCA-Verordnung (EG) Nr. 1935/2004, mit Lösungen zur Vermeidung von Produktablagerungen und Toträumen sowie auf Anfrage mit 3-A-Sanitary-Standard-Zertifizierung.
- Zertifizierte und geprüfte Materialien für den Lebensmittelkontakt, mit geeigneten Elastomerstatoren und Rotoren aus Edelstahl.
- Einfache Wartung dank innovativer Lösungen wie offenen, sanitisierbaren Kupplungen und Kartuschendichtungen, die die Austauschzeiten verkürzen.
Die Nova-Rotors-Pumpen gewährleisten einen pulsationsfreien Transport und eine kontrollierte Förderung und optimieren jede Phase der Verarbeitung – von der Dosierung der Kulturen über die Pasteurisierung bis hin zur Verpackung.
Ein Engagement für Effizienz und Umwelt
Wir unterstützen die Milch- und Molkereiindustrie mit fortschrittlichen Pumpenlösungen, die Effizienz, Hygiene und Abfallreduzierung gewährleisten. Jede unserer Pumpen ist darauf ausgelegt, die Qualität der verarbeiteten Produkte zu erhalten, die Transferzeiten zu optimieren und die Betriebskosten zu senken. In Übereinstimmung mit den strengsten Hygienestandards verpflichten wir uns, zuverlässige, leicht zu reinigende und langlebige Pumpen bereitzustellen und so zu einem nachhaltigen und zukunftsorientierten Produktionsprozess beizutragen.
Sich für uns zu entscheiden bedeutet, auf Experten zu vertrauen, die technologische Innovation, höchste Hygiene und Umweltbewusstsein vereinen und in jeder Phase der milchwirtschaftlichen Verarbeitung konkrete Ergebnisse garantieren.
Empfohlene Produkte




Interessiert an dieser Anwendung?
Sprechen Sie mit einem Nova Rotors-Experten über Ihre Idee
Kontaktieren Sie uns