Industria Láctea

Preserva la estabilidad de los productos lácteos con nuestras bombas altamente higiénicas.
La industria láctea es uno de los pilares del sector alimentario, incluyendo productos como leche, yogur, mantequilla y quesos de pasta hilada o cremosa. La delicadeza en el manejo de estos productos es esencial para preservar sus características organolépticas, calidad e integridad. Por ejemplo, en la producción de yogur con trozos de fruta o cereales, es fundamental un bombeo suave para evitar dañar los sólidos presentes, manteniendo intacta la estructura del producto. De igual manera, la fabricación de quesos requiere un traslado sin pulsaciones y con bajo esfuerzo de corte para garantizar una calidad constante del producto final.
Además, dado que la mayoría de los productos lácteos contiene enzimas y bacterias probióticas, es imprescindible utilizar maquinaria con altos estándares higiénicos que sea fácil de desinfectar para prevenir la contaminación. Nuestras bombas de cavidad progresiva cumplen perfectamente con estas necesidades, asegurando un transporte eficiente e higiénico de los fluidos en todas las fases de producción.
Las bombas Nova Rotors para el sector lácteo

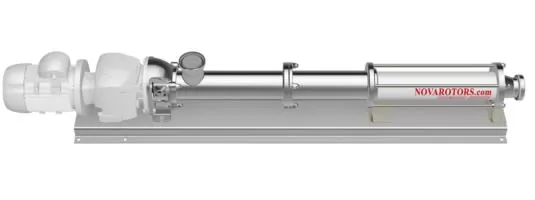
XO DIAMOND SERIES
Bomba de junta abierta higiénica de acero inoxidable, libre de zonas muertas y puntos de estancamiento. Ideal para bombear productos semi-densos y líquidos delicados.

HXO DIAMOND SERIES
Versión con tolva de junta abierta higiénica de acero inoxidable, perfecta para transferir productos que contienen piezas sólidas o de alta viscosidad

HXC DIAMOND SERIES
Versión con tolva de junta compacta con manguito de goma y eje de acero inoxidable, perfecta para transferir productos que contienen piezas sólidas o de alta viscosidad.

XC DIAMOND SERIES
Bomba con acoplamiento estándar Diamond, diseñada para la dosificación precisa de aditivos, enzimas y soluciones utilizadas en procesos de mezcla y fermentación.
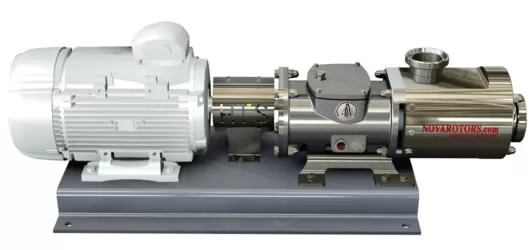
Bomba de doble tornillo HTS para la industria láctea
La bomba de doble tornillo HTS es ideal para la industria láctea, asegurando una transferencia suave y eficiente de:
Leche y líquidos lácteos, quesos suaves y productos cremosos, yogur con trozos de fruta, manteniendo la integridad del producto, suero y subproductos lácteos.
Diseñada para cumplir con los estándares de higiene y las normativas FDA y EHEDG, certificada según los estándares sanitarios 3-A, garantiza un alto rendimiento con un mínimo de esfuerzo sobre el producto.
Aplicaciones principales
1. Manipulación de la mantequilla
- La bomba XO con acoplamiento higiénico garantiza el transporte delicado de la mantequilla hasta la formadora de porciones y el envasado, asegurando un flujo constante y sin pulsaciones.
2. Producción de yogur con trozos de fruta
- La bomba X permite la manipulación de yogur que contiene trozos de fruta o cereales sin dañar su estructura, manteniendo intactas las características organolépticas del producto.
3. Transferencia de leche y quesos de pasta hilada
- La bomba X es ideal para la transferencia de leche y quesos de pasta cremosa o hilada, gracias a un bombeo delicado que minimiza el estrés del producto.
4. Dosificación de aditivos y enzimas
- La bomba XC se utiliza para la dosificación precisa de enzimas y aditivos durante las fases de preparación y procesamiento de la leche y los quesos.
5. Manipulación de zumos listos para consumir
- La bomba XO de acero inoxidable con articulación abierta y sanitizable es ideal para la transferencia de zumos listos para consumir u otros líquidos delicados, garantizando elevados estándares higiénicos.
Puntos fuertes
Contamos con una amplia experiencia en el sector alimentario y ofrecemos soluciones personalizadas para el bombeo de productos lácteos. Gracias a una gama de bombas diseñadas para garantizar higiene, fiabilidad y altas prestaciones, somos capaces de satisfacer las necesidades más específicas de las líneas de producción modernas.
Los puntos fuertes de las bombas Nova Rotors incluyen:
- Manipulación delicada de productos viscosos, semidensos o que contienen partículas sólidas, como yogur con fruta y quesos cremosos.
- Diseño higiénico avanzado conforme a las normativas FDA y al Reglamento MOCA (CE) n.º 1935/2004, con soluciones que eliminan acumulaciones de producto y zonas muertas, y certificación 3-A Sanitary Standard disponible bajo solicitud.
- Materiales certificados y probados para uso alimentario, con estatores de elastómeros adecuados y rotores de acero inoxidable.
- Facilidad de mantenimiento gracias a soluciones innovadoras como acoplamientos abiertos sanitizables y sellos mecánicos de cartucho que reducen los tiempos de sustitución.
Las bombas Nova Rotors garantizan un transporte sin pulsaciones y una manipulación controlada, optimizando cada fase del proceso: desde la dosificación de los cultivos, pasando por la pasteurización, hasta el envasado.
Un compromiso con la eficiencia y el medio ambiente
Apoyamos a la industria láctea con soluciones de bombeo avanzadas que garantizan eficiencia, higiene y reducción de desperdicios. Cada una de nuestras bombas está diseñada para preservar la calidad de los productos procesados, optimizar los tiempos de transferencia y reducir los costos operativos. En cumplimiento de las normativas sanitarias más estrictas, nos comprometemos a ofrecer bombas fiables, fáciles de higienizar y duraderas, contribuyendo a que todo el proceso productivo sea sostenible y de vanguardia.
Elegirnos significa confiar en expertos capaces de combinar innovación tecnológica, máxima higiene y respeto por el medio ambiente, garantizando resultados concretos en cada fase del procesamiento lácteo.
Productos recomendados