Farmacéutico

Nuestras bombas precisas, higiénicas y confiables para el sector farmacéutico
El sector farmacéutico requiere precisión, fiabilidad y estándares higiénicos extremadamente altos. Cada etapa de la producción de medicamentos y productos sanitarios, desde el procesamiento de las materias primas hasta el embalaje final, debe garantizar la máxima pureza e integridad del producto tratado. Por eso, las bombas de Nova Rotors son la solución ideal, diseñadas para operar en ambientes controlados y cumplir con las normativas internacionales más estrictas.
Gracias a un transporte delicado y constante, nuestras bombas monovite aseguran la integridad de los fluidos, incluso en presencia de productos viscosos o que contienen micropartículas, garantizando un flujo sin pulsaciones y reduciendo al mínimo el estrés mecánico.
Las bombas Nova Rotors para el sector farmacéutico

Las bombas de tornillo doble HTS
representan una solución avanzada para la transferencia de fluidos en el sector farmacéutico, garantizando higiene, precisión y un bombeo delicado. Gracias a su capacidad para manejar fluidos de diferentes viscosidades, incluso con partículas en suspensión, se utilizan en múltiples aplicaciones de la producción farmacéutica y biotecnológica. Bombas certificadas 3-A.

Las bombas X
Transferencia de jarabes, emulsiones y soluciones farmacéuticas con alta precisión. Bombeo de geles, cremas y productos viscosos sin alterar su estructura. Manipulación de principios activos y compuestos delicados en los procesos de producción.
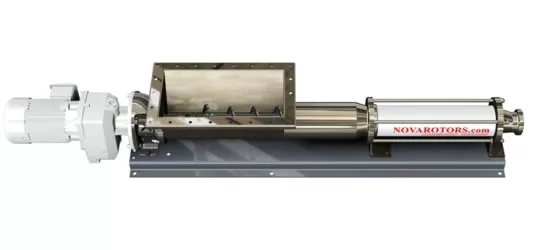
Bombas HX con Tolva
Bombeo de mezclas densas y productos semisólidos utilizados en la formulación farmacéutica. Transferencia de cremas, ungüentos y pastas farmacéuticas con gestión óptima de la viscosidad. Carga y manipulación de materias primas sólidas mezcladas con líquidos.
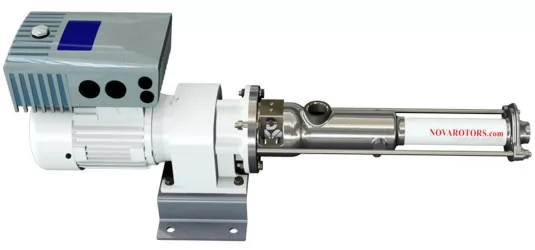
Bomba MX Dosificadora
Dosificación precisa de ingredientes activos y soluciones farmacéuticas en los procesos de formulación. Llenado controlado de frascos, tubos y envases sin variaciones de volumen. Uso en líneas de producción para la preparación de medicamentos líquidos y suspensiones.

Bomba MXF Dosificadora
Con eje de titanio sin articulaciones, niveles y estándares de higiene elevados, con certificación 3-A, para la manipulación de productos altamente corrosivos o especialmente delicados gracias a la resistencia del titanio. Transferencia de fluidos farmacéuticos con la máxima seguridad higiénica y sin contaminación. Aplicaciones en entornos estériles y en procesos CIP/SIP para garantizar la limpieza y esterilización de la bomba.
Aplicaciones principales
1. Transferencia de fluidos viscosos y sensibles
- Las bombas X permiten la manipulación de jarabes, soluciones oftálmicas, cremas y ungüentos mediante un transporte delicado que preserva la integridad del producto.
2. Transferencia de productos líquidos y viscosos
- Las bombas de doble tornillo HTS son ideales para la transferencia de este tipo de fluidos gracias a sus altas prestaciones higiénicas certificadas 3-A y a la posibilidad de lavado CIP (Clean-In-Place) y SIP (Sterilize-In-Place), evitando paradas de máquina prolongadas. Todas las partes en contacto con el producto están fabricadas íntegramente en acero inoxidable.
3. Dosificación de principios activos
- Las bombas MX garantizan un bombeo preciso y controlado de principios activos farmacéuticos durante las fases de mezcla y formulación.
4. Procesos de llenado y envasado
- Las bombas X aseguran una transferencia precisa y sin pulsaciones de líquidos y geles hacia las líneas de llenado y envasado final.
5. Manipulación en entornos asépticos
- Las bombas XF son adecuadas para instalaciones estériles y salas blancas, gracias a un diseño higiénico que facilita las operaciones de CIP (Clean-In-Place) y SIP (Sterilize-In-Place).
6. Gestión de materiales con partículas sólidas
- Las bombas HX representan la solución ideal para productos que contienen microgránulos o partículas, sin alterar su estructura ni comprometer sus características.
Puntos fuertes
Gracias a una amplia experiencia en la gestión de fluidos complejos y delicados, garantizamos una extensa gama de soluciones específicas para el sector farmacéutico. Nuestras bombas higiénicas están diseñadas para responder a las exigencias críticas de las líneas de producción farmacéutica:
- Máximos estándares higiénicos: diseño sin zonas muertas para evitar acumulaciones de producto y facilitar la higienización. Todos los materiales en contacto con el producto cumplen con las normativas FDA y EHEDG; bombas certificada 3-A.
- Precisión y control: bombeo delicado y dosificación extremadamente precisa, ideal para productos líquidos y viscosos.
- Fiabilidad y durabilidad: soluciones diseñadas para minimizar los tiempos de parada y reducir los costos de mantenimiento, gracias a componentes robustos y de alta calidad.
- Personalización y flexibilidad: posibilidad de adaptar las bombas a las necesidades específicas de los procesos productivos, garantizando un rendimiento óptimo.
Somos el socio ideal para las empresas farmacéuticas que buscan soluciones avanzadas para una producción segura, eficiente y conforme a las normativas globales.
Un compromiso con la eficiencia y el medio ambiente
Proporcionar soluciones de bombeo avanzadas para la industria farmacéutica, con un enfoque centrado en la eficiencia operativa y la sostenibilidad ambiental, es nuestra prioridad. El uso de materiales certificados y procesos higiénicos garantiza la máxima seguridad para el producto y el medio ambiente, reduciendo los desperdicios y optimizando el rendimiento productivo.
Elegirnos como socio significa beneficiarse de tecnologías de vanguardia, capaces de enfrentar los desafíos más complejos con soluciones confiables, conformes y orientadas al futuro.
Productos recomendados



